
通过FMEA分析找到失效原因后,非常重要的事项就是找出控制措施,这些这些控制措施应可以尽可能地防止发生故障模式/原因,或者在发生故障模式或原因时进行检测,也就是我们常说的两种控制方式,防止发生和防止流出。
发生防止
不良发生时作业者能依靠自己的感觉和外部工装卡具及设备(互锁、防误灯等)进行不良识别和发现
流出防止
为了避免某一工序出现不良,在另一工序(也可在同一工序)为避免可能发生的不良进行的专门针对性检查(依靠作业者感觉,检测设备,专用验具等等)。
但是控制有效性怎么评价呢?下面列举了一些在FMEA手册外的一些手段的评价方式,供参考!
Prevention Controls
控制方式~发生防止
等级1
①设计时不可能发生不良
②依靠设备、工装卡具保证不良不会发生
③相关设备和扳手工程能力充足(Cp≧1.33)
等级2
①相关设备和扳手工程能力符合规格(1.33>Cp≧1.00)
②作业者不需要作业技巧就可以自己发现不良,有使生产线停止的互锁
等级3
①相关设备和扳手工程能力不足(1.00>Cp≧0.67)
②依靠设备、工装卡具但不能保证不良不会发生
③作业者需要部分作业技巧才可以自己发现不良,无使生产线停止的互锁
等级4
①相关设备和扳手工程能力严重不足(0.67>Cp)
②无作业要领,作业者不能严格执行标准作业
③作业者需要特殊作业技巧才可以自己发现不良,无使生产线停止的互锁
Detection Controls
控制方式~流出防止
等级1
①由设备、工装卡具保证不良不可能流出(设备检出能力充足、有互锁等等)
等级2
①使用设备、工装卡具进行检验,不依赖作业者的主观判断,可以检查出大部分不良
②等级3的项目进行两重确认
等级3
①作业者有充分的培训和教育,能够遵守标准作业,不需要特殊技巧就可以检出不良
②使用设备、工装卡具进行检验,检出不良能力不足,验具、设备不能全数发现不良
等级4
①使用设备、工装卡具进行检验,检出不良能力严重不足或者没有检查设备、工装卡具
②作业者需要特殊作业技巧才可以检查出不良
③无检查作业
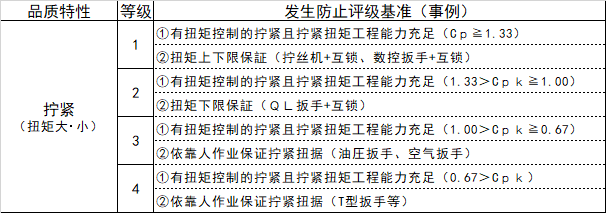
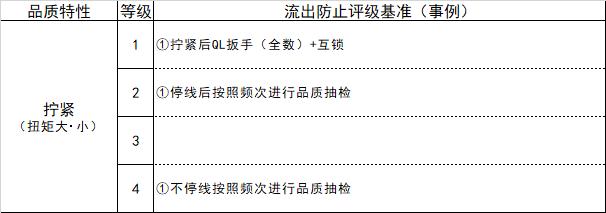
举例1:拧紧工序 扭矩控制
发生防止控制方式及评价举例:
流出防止控制方式及评价举例:
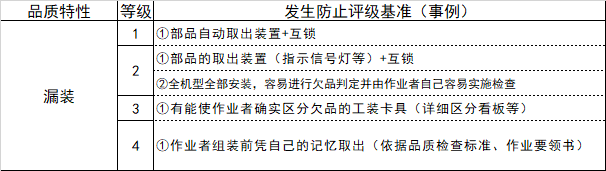
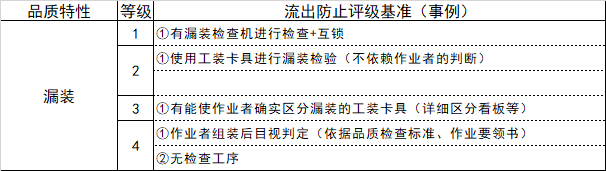
举例2:装配工序 漏装控制
发生防止控制方式及评价举例:
流出防止控制方式及评价举例:
THE END
益吉科技 · 简介

上海益吉科技有限公司成立于2015年,总部位于上海,致力于提供全面可靠的质量数字化质量管理解决方案,打造企业全面数字化质量中台。其母公司上海亿盟信息技术开发有限公司成立于2000年,总部位于中国上海,具有20多年制造业行业积淀及10多年质量管理信息化、数字化、智能化经验,是上汽大众的长期战略合作伙伴。
上海益吉科技有限公司打造了国内领先的数字化质量平台,完全自主研发,并拥有多项产品专利和知识产权。产品包含了APQP、PPAP、D-FMEA、P-FMEA、M-FMEA、IQC、IPQC、SQM、e-Audit、DCC、质量问题中心等模块,助力企业实现全面质量数字化转型。公司客户遍布汽车、电子、半导体、新能源等多个行业,目前已获得众多知名企业的广泛认可。
>>部分合作客户
